Utilities · Post-Processing
Post-Processing Tools
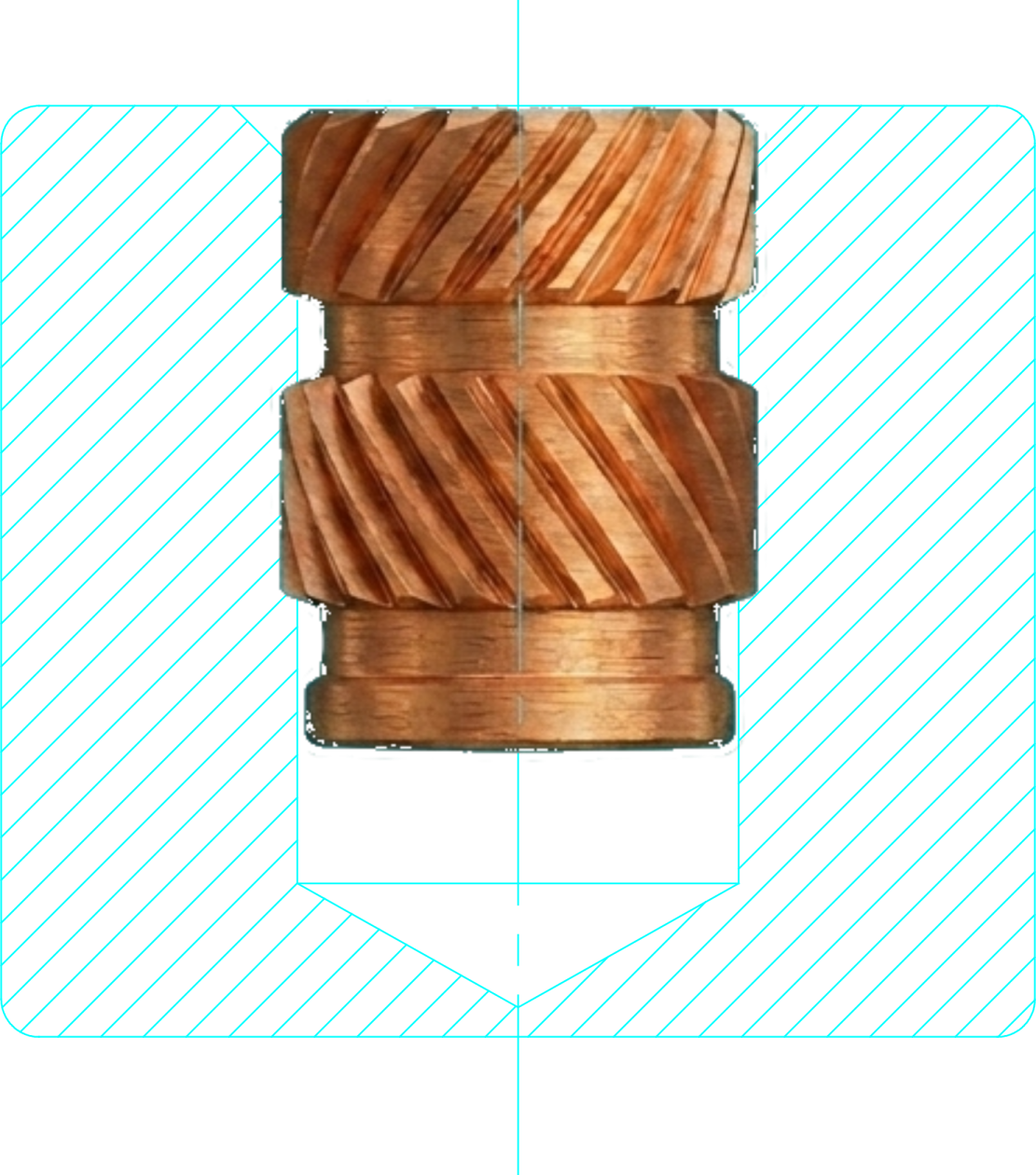
Finish prints like a pro. Smooth ABS and ASA with an acetone-vapor walkthrough, timer, and safety checklist; follow a material-specific painting and priming routine; and look up the right hole size and iron temperature for heat-set threaded inserts.